1915 Factory Facts for Ford
Preface
The continual march of efficiency throughout the entire Ford factory makes the recital of “factory facts” most difficult. Change is the order of the day because of the unceasing efforts to increase and improve production and reduce the cost. To make Ford cars in larger volume, maintaining the high standards of quality and efficiency. This means that the ”factory facts” of today will be different from those of a few months hence. But in this small book are the fundamentals which have brought success and made the Ford factory, in high efficiency and large production, the greatest institution in the automobile world.
The Ford Motor Company is pleased to extend to all visitors the
privilege of an inspection of its plant, and for this purpose maintains a staff of experienced guides, who are thoroughly familiar with the activities of the various departments.
Through its product, methods of progressive efficiency in manufacturing, the Ford Profit-Sharing Plan, by which its employees are the best paid workmen in the country, the Ford Company has become a principal point of interest in Detroit and one of national prominence.
Welcome To The Factory
A trip to Detroit is not complete without a visit to the Ford factory, and visitors come, not only from all portions of the United States, but from all parts of the world. Many foreign dignitaries, while in this country, have made special trips to Detroit to inspect the Ford factory, and to acquaint themselves with Ford principles of shop practice, with the Ford Profit-Sharing Plan, and the Sociological Work. many as 17,241 visitors have been so entertained in a single month. In the summer months an average of from 300 to 500 persons are conducted through the plant each day.
As it is impossible in the short time which the average visitor can spend in the factory to obtain an adequate idea of the magnitude of the operations or to thoroughly follow the details of the work. Some of the more important processes are set down in this booklet, and from its perusal the reader will gain a reasonable conception of how Ford men, methods and machinery can produce 500,000, and more, automobiles in a single year. The descriptions are largely those heard from the lips of the guide; the illustrations are glimpses behind the scenes in the Ford shops.
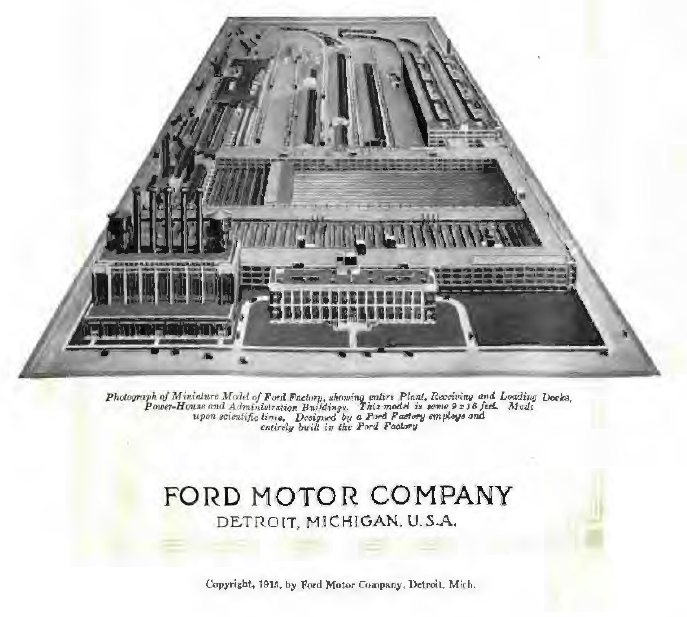
One must first obtain some conception of the magnitude of the plant, taken as a whole. The entire Detroit property comprises a plot of ground containing 276 acres; there are 47.5 acres of floor space actually under roof. The annual business of the Ford Motor Company approximates $250,000,000 which means that each acre of floor space produces at the rate of more than $5,260,000 annually.
The average number of employees is about 30,000 on the factory pay- roll at one time. Fifty-three nationalities, speaking more than 100 languages and dialects, are to be found in the Ford shops.
The wages and share of profits of the factory employees at the present time, average $3,000,000 per month.
The Administration Building, to which all visitors come first, is on Woodward Avenue. This is a four-story structure and contains the general offices of the Company. It is 300 feet long and 65 feet in width. The average number of employees on the salary roll is 900, averaging about $82,000 a month, exclusive of executives and department managers.
At the information desk in the lobby of the Administration Building the visitor secures a pass to go through the factory with the guides who conduct parties at regular intervals.
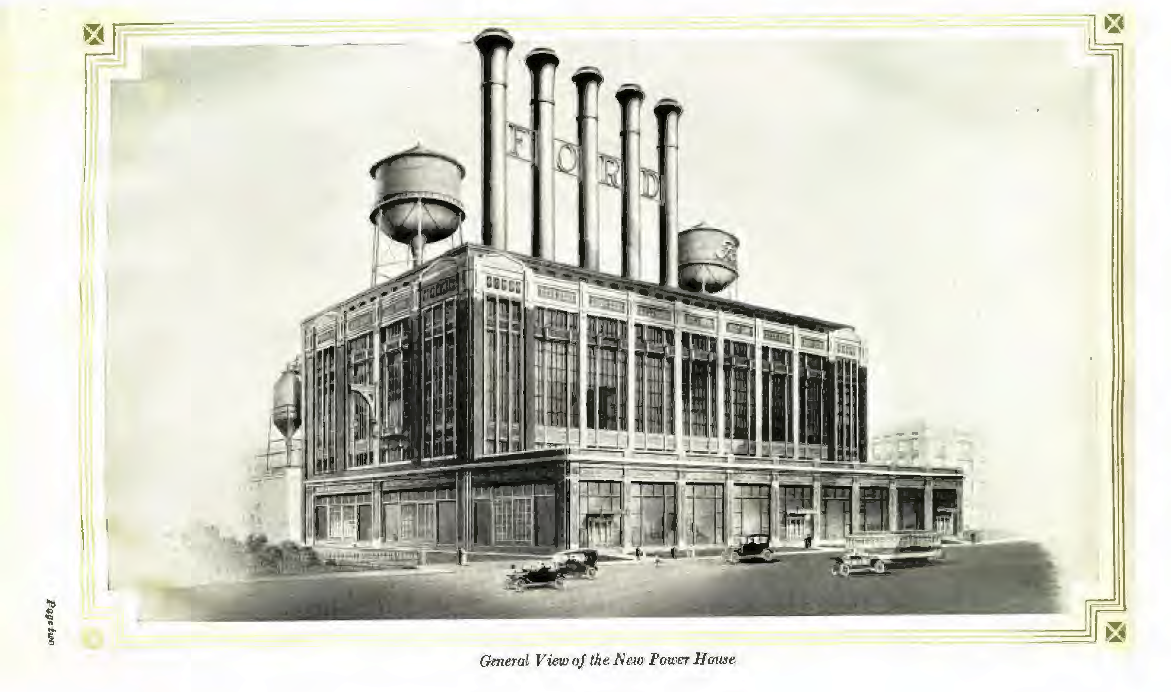
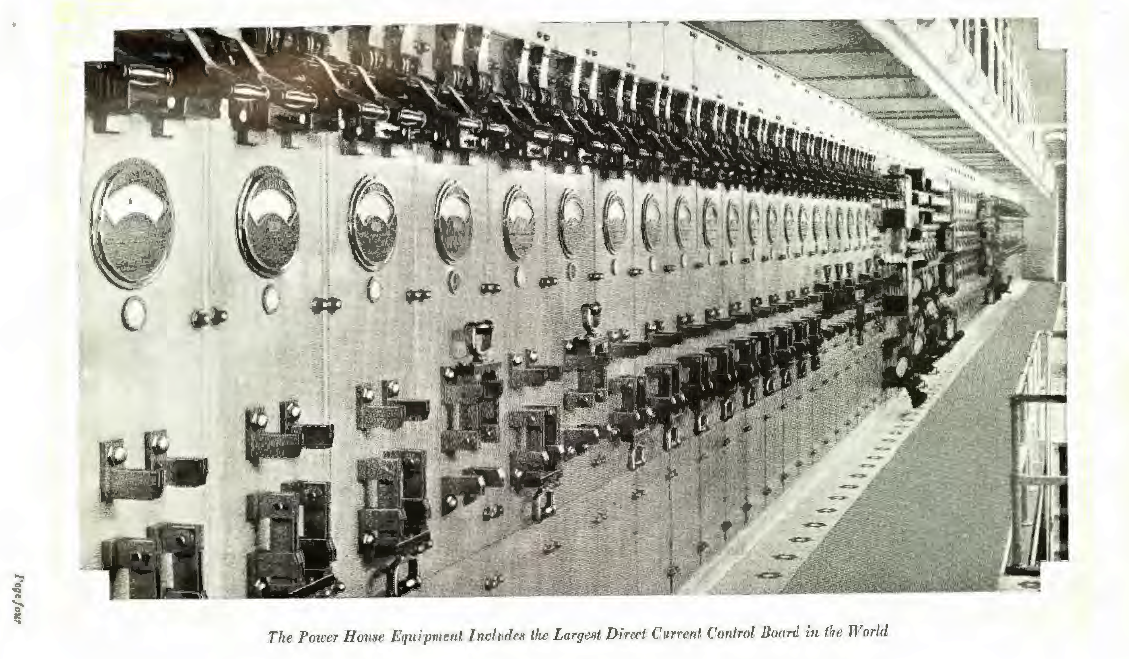
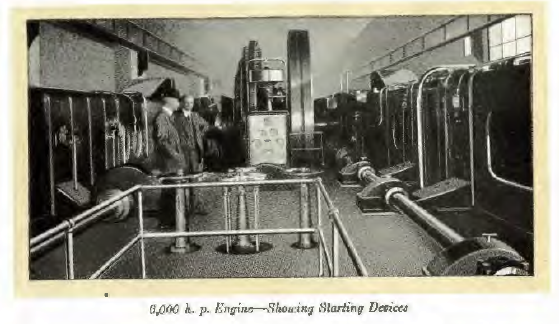
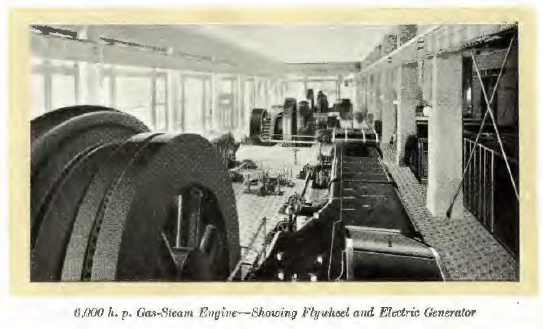
Just north of the Administration Building is the new Power House, which supplies the motive element for the entire factory. In the construction of this building 5,200 tons of structural steel were used, the equivalent necessary to build a modern 20-story skyscraper.
The Power Plant
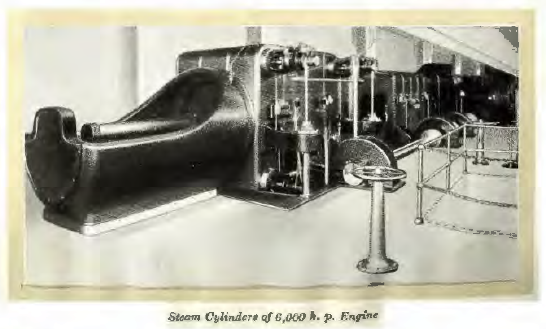
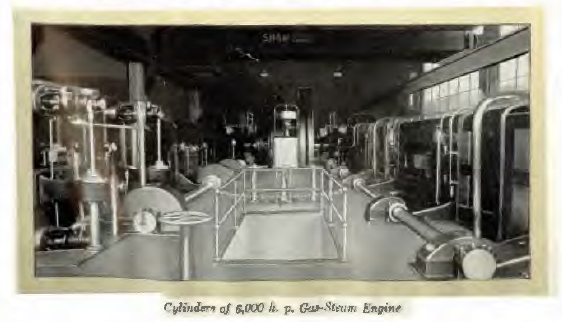
Six engines of a combination gas-steam type, housed in this building, develop 36,000 combined horsepower. The engines were designed by Ford engineers, and are the first gas-steam engines to be put to practical use. Another engine, using steam only, develops 2,000 h. p., while several pumping engines increase the total horsepower of the plant to 45.000, probably the largest individual unit of any power-plant in the world, and the only one of its kind in actual operation.
Some idea of the size of the engines is gained from the fact that the stroke is 72 inches, while the gas cylinders are 42 inches in diameter and the steam cylinders are 36 and 68 inches in diameter.
In producing the gas and steam for these engines, only 22 tons of coal per hour are consumed, which speaks well for the efficiency of the engines. In addition to the steam, the daily consumption of producer gas for power purposes only is 28,512,000 cubic feet. Added to this figure for power gas, is another item of gas used in the factory for various purposes, which averages nearly 1,000,000 cubic feet per day, bringing the per Diem consumption of gas by the Company up to 29.512,000 cubic feet.
From the lobby of the Administration Building one enters the garage. Here under a glass roof, supported by steel arches, are 13,400 square feet of floor space, furnishing sufficient parking room for 64 cars belonging to the Company and officials.
The main factory buildings are entered directly from the garage. These buildings are 900 feet long and 800 feet wide, four stories in height

and of fire-proof construction. They are so designed that every part of the interior receives a full share of daylight.
The heating and ventilating of the factory building is accomplished in a modern, scientific manner. In the winter, warm washed air is forced through long ducts in the floor up into the room. In the summer, cool washed air is handled in the same way, thus providing a clean, healthful atmosphere the year around. By this system the air in the factory is completely changed five times per hour.
Factory Tour
Imagine now, that you are in the Ford factory, surrounded by the hum and throb of speeding machinery, the industry and systematic labor of 30,000 or more men, every one a specialist in his work.
At the right as the visitor enters the factory, is seen the Tool Construction department. Here are employed approximately 1,000 expert tool makers, machinists and die sinkers. These men are engaged in making new machinery (designed in the Company shops), tools, jigs, fixtures and other machine shop accessories, and repairing those in use.

Overhead are traveling cranes which have a capacity of 40 tons each. These cranes facilitate the work of the tool construction department by carrying cumbersome parts of machinery to and from it for alterations and repairs.
Here the visitor is standing upon the roof of a great tunnel, in which are all the heating, water and steam pipes, and the power cables running from the power house to various parts of the shop. This tunnel is large enough to permit the easy passage of a Ford touring car.
A few steps farther bring one to the Factory Office where the superintendents confer with their foremen, to work out the many various problems that daily confront them. It is here, too, that Mr. Ford meets with the superintendents almost every day, to outline the work of the shops and give his aid to mechanical problems, in which he takes a specially active interest.

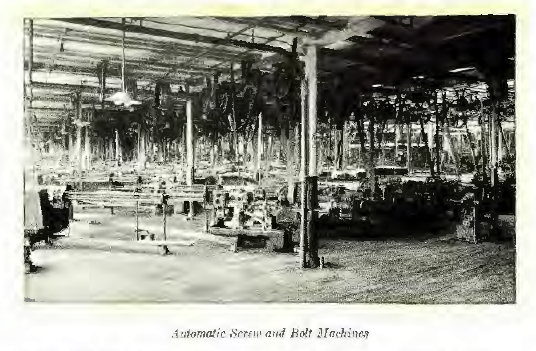
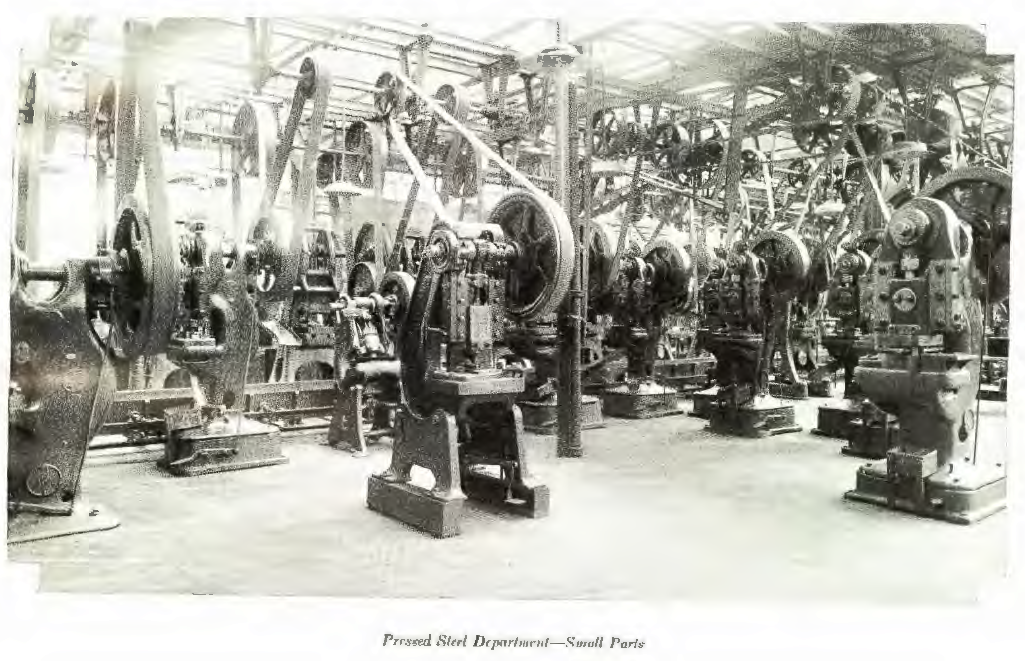
Standing in front of the Factory Office, the visitor is doubly impressed with the magnitude of the view before him. In one continuous room, containing approximately 700,000 square feet of floor space, there are, in round numbers, 8,000 machines in actual operation, representing an outlay of about $5,000,000. These machines use some 2.500 gallons of lubricating oils and 11,000 gallons of cutting fluids each day. For driving the many machines, about fifty miles of leather belting are used, giving the room the appearance of a dense forest.
The visitor who is familiar with machine shop practice will notice at once the peculiar location and setting of machinery in this shop. The machines of a class, or type, are not all located in a single group or unit. Each department contains all of the necessary machinery to complete. every operation on each part or piece it produces. To illustrate, a rough forging or casting is started in a department at one point, and after passing through the machines doing the required operations, it leaves this department in a finished condition, ready to be assembled into the car.

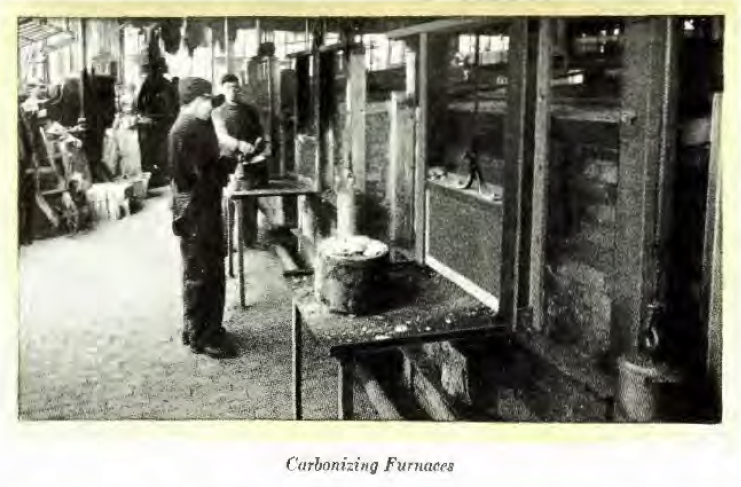
Such a system necessitates the grouping together of many different kinds of machines, as well as including brazing furnaces, cyanide furnaces and other special units (most generally found in separate buildings). Chutes run from one machine to another, so that a working can trans- port a part from his operation to the next one by gravity. The results of this transportation system are remarkable, making a big saving in trucking expense, loss of material and the absence of usual delays.
As the visitor passes down through the machine shop, be particularly notices the sanitary conditions of the plant. There is a department, enrolling about 600 men, whose duties are to keep the floors swept clean. the windows washed, in fact to keep the sanitary conditions surrounding the workmen as nearly perfect as possible. The floors of the entire plant are scrubbed at least once a week, with hot water and a strong solution of alkali, which removes the grease. Another department of about 25 men does nothing but paint the walls and ceilings of the factory, keeping everything fresh and clean.
To facilitate the inter-departmental transportation of materials in the factory, there is an overhead monorail system, comprising over 11 miles of I-beam track. On this system are nine monorail cars, each car having two 2-ton hoists, by means of which great boxes and trays of material can be picked up and carried overhead from point to point in the shop.
After leaving the Superintendent’s office, a turn to the right brings one to the Manchester Avenue entrance to the factory. Here is the Pay- master’s office, where each employee of the factory receives his pay every two weeks. In this connection it is interesting to note that in the Ford factory every day is pay-day. The number of employees is so large that it would be quite impossible to pay them all in one day, so each man is classified by letter and number, each group having its own pay-day-
Near the pay office is the main First Aid Hospital. Here the chief surgeon has on his staff eight regular doctors and several first aid nurses.
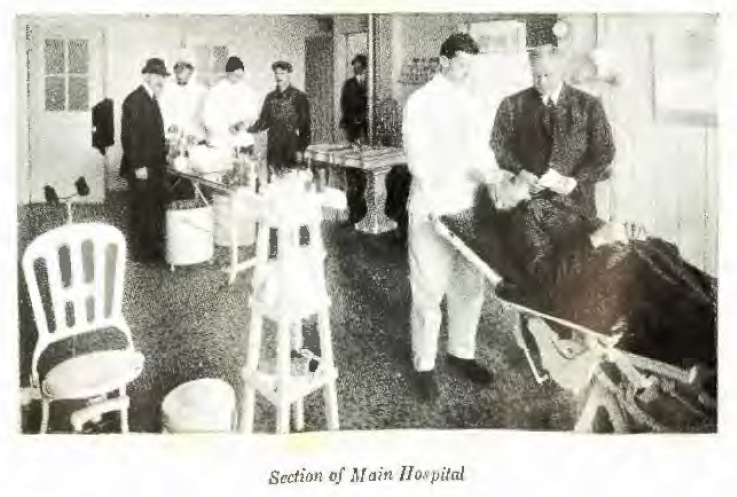
The surgical equipment of this hospital, which includes an X-ray machine, pulmotor, operating table and electrical appliances, as well as improved surgical instruments, enables the surgeon to cope with any accident. It is gratifying to state in this connection, that practically all the injuries received by Ford employees are of a more or less minor nature. This is the result of the efficient work done by our Safety- First Committee, composed of 20 men who are constantly engaged in educating the men along Safety-First lines, as well as devising as many safeguards as it is practicable to place in the shop and upon the different machines. In this hospital, an employee may be treated for general debility, as well as accident, since the Company considers it better for the employee (and for the Company), to be able to remain at work by receiving medical attention, than to have him lay off for lack of it.
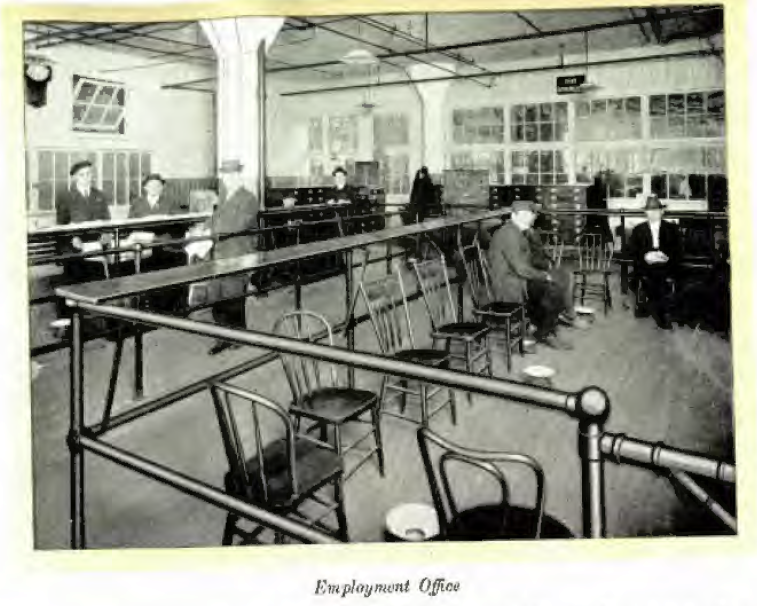
Adjoining the main first aid station and examining room, is the Employment office. Besides hiring men, this office is a clearing house for Ford employees, and all transfers and discharges are handled through it. Some time ago, the Company came to the conclusion that a majority of the discharges were caused by a lack of understanding between the employee and his foreman, or because an employee had been placed at work for which he was mentally or physically unfit. Insofar as possible, the latter trouble is obviated by a strict physical examination, to which all applicants must submit at the time of hiring. A man with weak lungs is not put at dusty or confining work; a man with a weak heart is not placed on a heavy lifting job. And now, when a foreman wishes to dis- charge an employee, he sends the man, with a written card, to the Employment office. As a rule, the man returns to the same department, often to the same work, but with an ability to see the other fellow’s side, and a determination to make good. Sometimes he is transferred to another department, on work for which he is better fitted.
The Factory Service office houses a department which is responsible for the well-being of factory employees. Of the 200 men in the division, the majority are employed in the capacities of watchmen, to take care of
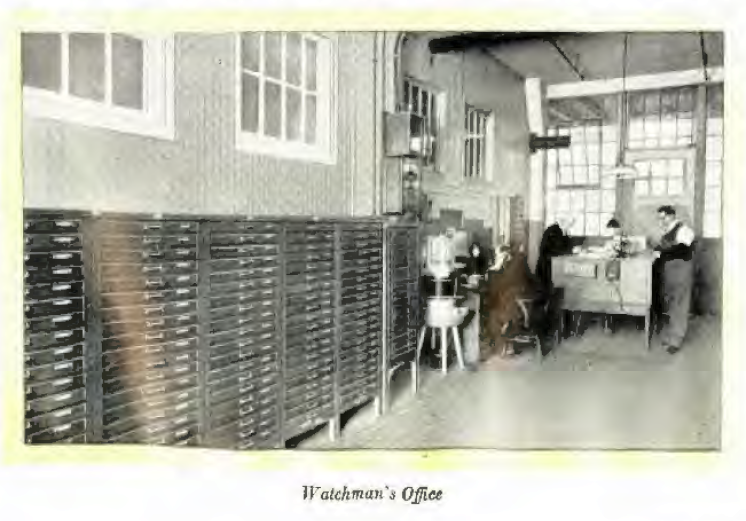
the many entrances and exits of the plant and also to inspect the fire- fighting equipment which is distributed over the entire plant.
This fire-fighting equipment is being continually added to as the plant expands and now embraces more than a mile and a half of large hose, 10,000 feet of smaller hose, and 2,900 feet of hose attached to chemical tanks. There are 1,421 three-gallon chemical extinguishers and fifty- eight 40-gallon chemical tanks, mounted on wheels. Surrounding the plant are twenty-seven water hydrants equipped to handle two and three lines of hose, while inside the plant are eight hose-houses fully equipped. Pyrenees to the number of 175 are distributed about the departments for combating electrical fires.
A new alarm system, said to be the most modern in the country, is being installed throughout the factory. Back of all other preparation is the sprinkler system, composed of water pipes hung next to the ceiling in all buildings and so designed that there is a sprinkler head every ten feet. Should the temperature in a room, for any reason, reach 160 degrees, the sprinkler heads in the immediate vicinity will open automatically, spraying out water which is piped from two tanks having a combined capacity of 600,000 gallons.
In addition to its other duties the Factory Service department has charge of the Lost and Found articles. Since this work was included, almost every sort of personal property, from key-rings to motor-cycles has been found and restored to the rightful owners.
Proceeding from the Factory Service office, the visitor finds himself in the main crane-way, devoted exclusively to the storage of parts in the rough, or semi-finished condition. This crane-way contains over 67,000 square feet of floor space. Overhead are two 5-ton electric cranes, so…
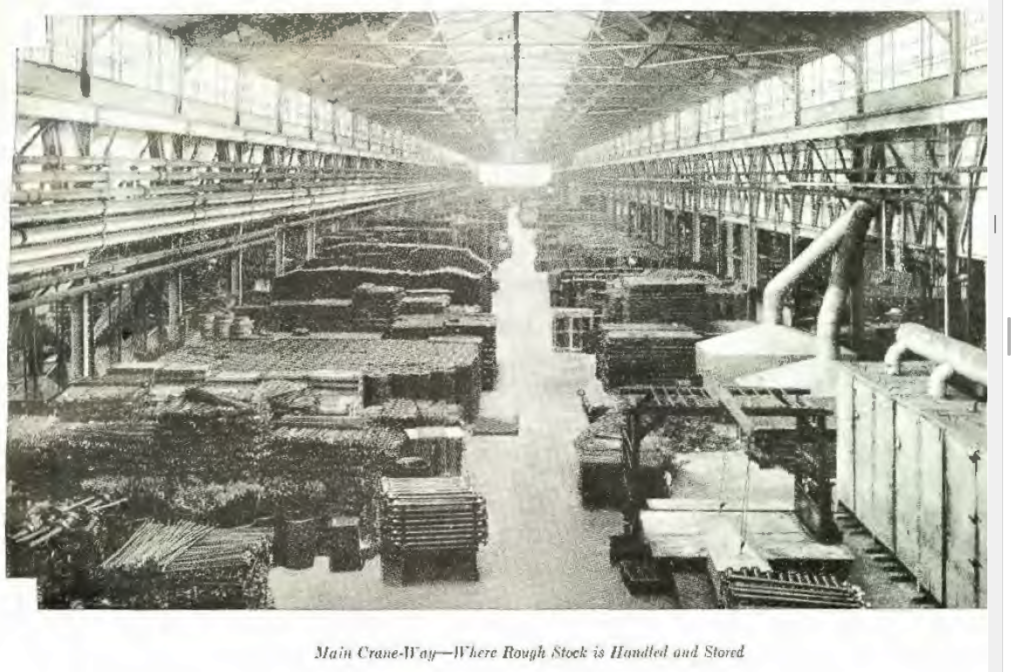
arranged that they can unload material from railway cars at one end of the crane-way and deposit it in a position to be picked up by the mono- rail cars, or placed in bins or barrels for storage. An interesting item in regard to these cranes is that the load can be moved in three directions at one time, this being accomplished by means of the small car hoist. While the crane proper is moving through the crane-way, this car travels across the crane, and at the same time raises or lowers whatever may be suspended from it.
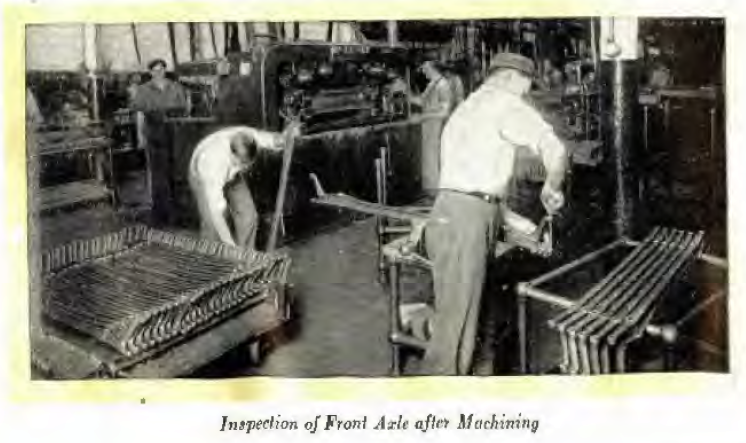
In the crane-way will be noticed a number of inspectors, who are gauging and testing various parts and materials.
Passing by the crane-way one comes to the rear axle unit assembly. The manufacturing policy of the Company is to make unit assemblies in different departments and deliver them to the Final Assembly. This is one of the methods which has enabled the main factory, and its various branch assembly plants, to assemble and ship over 2,500 finished cars in a day of 8 hours.
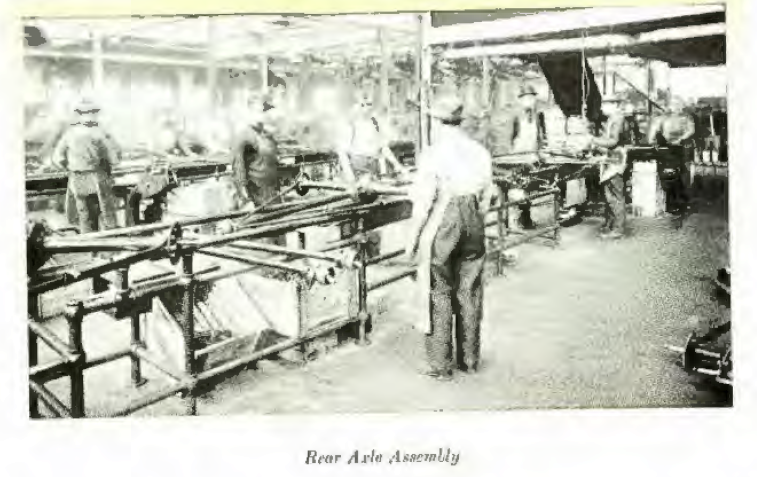
In the unit assembly departments are received the finished parts from the machine shop. These parts are assembled on progressive traveling tracks. By this system each assembler, or operator, performs one operation only, and repeats this operation on every unit passing through the department. As a result, every operator soon becomes a specialist, and specialization is the fundamental principle of the entire Ford organization.
The economic results from this system have been wonderful, as will be shown in some of the departments yet to be described. It saves floor space, and eliminates congestion due to trucking, as large quantities of material are piled along each side of the conveyor, and the unit in process of assembling is moved to the stock, rather than each individual piece of the assembly being distributed at different places.
After the rear axle has been completely assembled, it is immersed in a tank containing enamel, and is hung on a special trolley which runs by gravity along an I-beam track.
This trolley carries the axle to an elevator, which lifts it to a conveyor baking oven, located in a section of the roof. The axles are continually moving through this oven, and at the expiration of about 45 minutes emerge from the far end completely baked. They are automatically dropped onto another elevator which lowers them to the point near where they are used in the Final Assembly. All material and unit assemblies move in one direction. –that is, toward the Final Assembly.
Beyond the rear axle section is the department that makes the magnets for the special Ford magneto, and also that in which the transmission is assembled on a conveyor track, ending in an automatic elevator which transports the completed transmission to the Motor Assembly line.
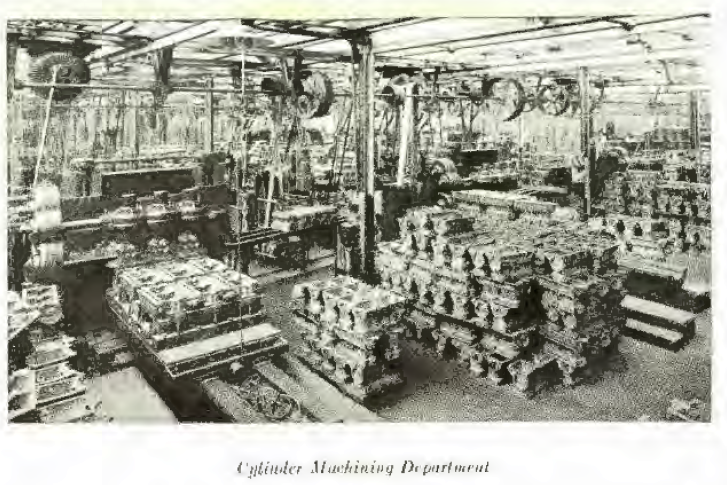
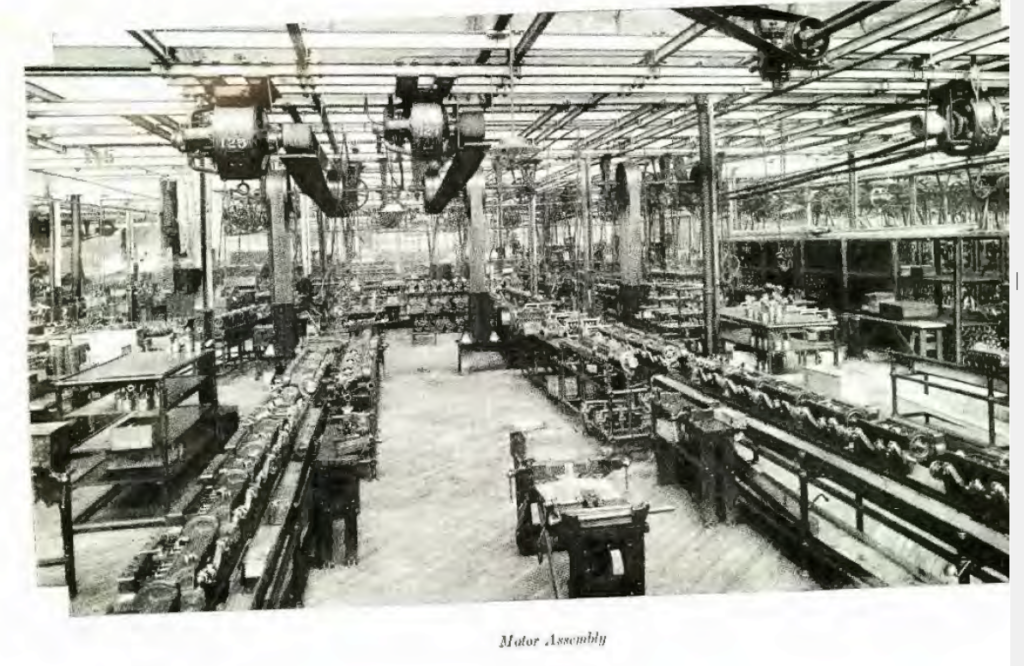
In the rear of the Transmission department is the Motor Assembly. This assembly begins at the point where the cylinder machine shop ends, so that the movement of the cylinder from the time it arrives in the machine shop until it goes into the finished motor, is continuous. In the machining of the cylinder castings, and the operation of assembling the motor, close inspection of the work is noticeable. By the use of the assembling line, better inspection is possible, than where one or two men assemble the entire motor. In addition to the inspection in the assembly, there are three points of trial, or working or testing, which show up any defects in the motor.
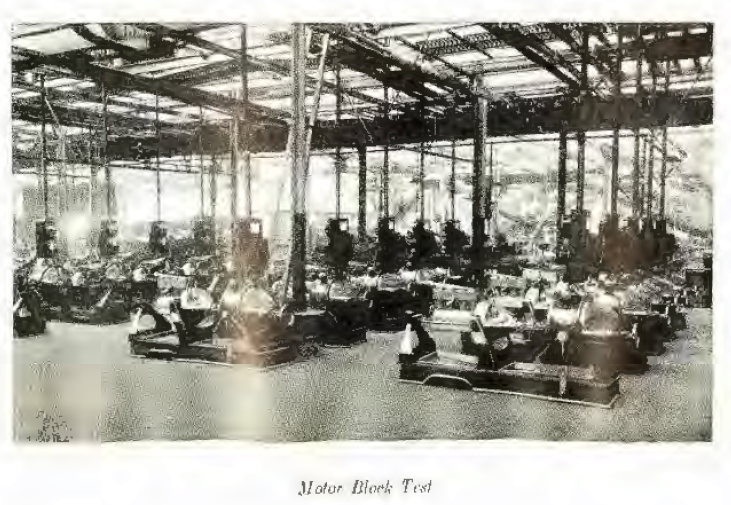
The final operation in the motor assembly line is the block test, where the motor is inspected and tested before being assembled into the chassis. On the block test, the motor is driven by an electric motor for the final o. k. and tryout before being installed in this chassis.
At the end of this testing period, if no defect has developed, the motor is approved, placed upon a special truck and wheeled to the Final Assembling line.
The Motor department just described furnishes an interesting illustration of the economy of the moving assembling system. Before the present system was installed about 1.100 employees were required in this department, working a 9-hour day to build 1,000 motors. Today, as a direct result of the new methods of assembling, and the efficiency gained through the Profit-Sharing with employees, about 1.000 men are assembling more than 2.000 motors in an 8-hour day.
The assembling of the front axle, dash and radiator are fully as interesting as the unit just described, but space will not permit a detailed explanation of them.
Perhaps the most interesting department in the whole factory, to the visitor, is the Final Assembly. In this division, all the assembled units meet the assembly conveyor at the point where they are needed. At the start of the track a front axle unit, a rear axle unit and a frame unit are assembled. This assembly is then started in motion by means of a chain conveyor, and as it moves down the room at a constant speed of 8 feet per minute, each man adds one part to the growing chassis or does one operation, which is assigned to him, so that when the chassis reaches the end of the line, it is ready to run on its own power.
In following the Final Assembly line from the point where the chain conveyor engages the frame and axles, the visitor is impressed with the dispatch with which every movement is executed. The gasoline tank, for example, comes down from the fourth floor on a conveyor outside of the building, and drops through a chute onto a bridge over the assembly line. On this bridge is located a gasoline pump, from which each tank receives one gallon of gasoline before it is installed in the car.
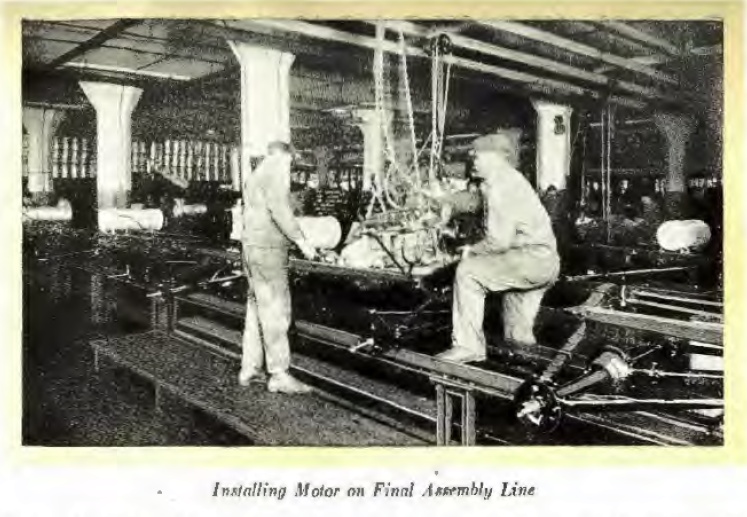
After the gasoline tank is assembled, a number of small units are added, such as the hand brake control lever, gasoline feed pipe, and fender irons, until the point is reached at which the motor is placed in the frame. The ease with which this is performed furnishes one of the best illustrations of the interchangeability of Ford parts.
Ordinarily the setting of a motor in the frame is a long operation, but in the Ford assembly the motor is elevated by a hoist, and lowered into place while the chassis is moving along the conveyor track. From this point, other small parts are added, and bolts tightened, until the growing chassis reaches the bridge on which the dash unit is deposited by a chute from the second floor, where it is assembled. The dash unit includes the dash, complete steering gear, coil, horn, and all wiring ready to be attached to the motor, so that its installation is rapid.
Further along, such parts as the exhaust pipe, muffler, and side pans for the motor are quickly fastened in place, and the wheels are brought into the assembly.
There will be noticed the vertical chutes, extending through the ceiling. Down through these, from the third floor, come the wheels, with the tires mounted and inflated to the proper pressure. From this point the chassis moves under the bridge upon which are stored the radiators, which have been delivered by a belt conveyor.
At the end of the assembly line, the rear wheels on the finished chassis drop into a set of revolving grooved wheels, sunk into the concrete floor, and driven by an overhead motor. Two ends are accomplished by this operation. First, when the wheels of the car revolve with the grooved wheels, this motion is transmitted to the differential, through the


drive shaft to the motor, limbering up all these parts. The second is that while the parts are being limbered up, the switch is turned on and the motor started.
At the end of the line the complete chassis is driven out into the yard under its own power. Guided by practiced hands it moves swiftly out into the yard, turns sharply and enters the final inspection line. A corps of inspectors at this point takes charge of the chassis, and the responsibility for each part is assigned to some one man.
The factory production is considerably augmented by the output of the Ford Branch Factories throughout the country. These will be described more fully later on. With the aid of these plants it was possible for the Company to produce and actually sell 58,329 Ford cars during the month of March, 1916.

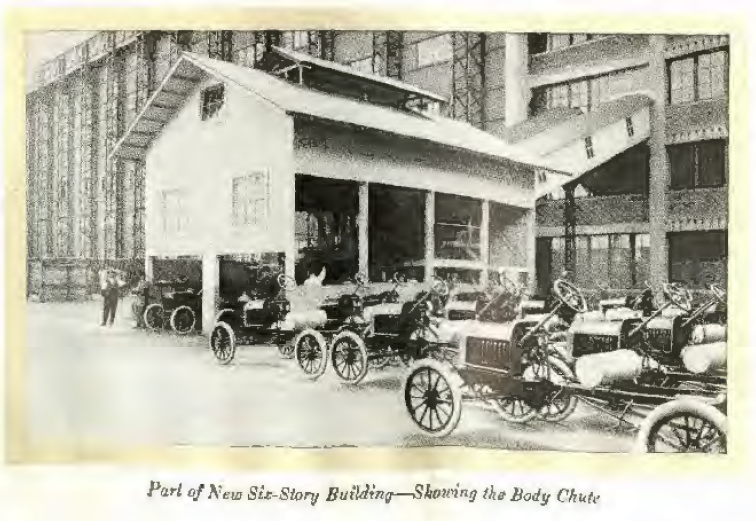
From the final testing line the chassis is driven to the body chutes, which extend into the factory yard from the third floor of the new six- story building, and are so constructed that the chassis may be driven under them. The bodies are let down the chutes on belt conveyors, picked up by small derricks and swung over onto the chassis.
Here is another practical illustration of Ford efficiency. The bodies are at this time placed on the chassis merely as a means of a rapid transportation to the freight cars, for in ordinary transportation the bodies are packed in the cars separate from the chassis.
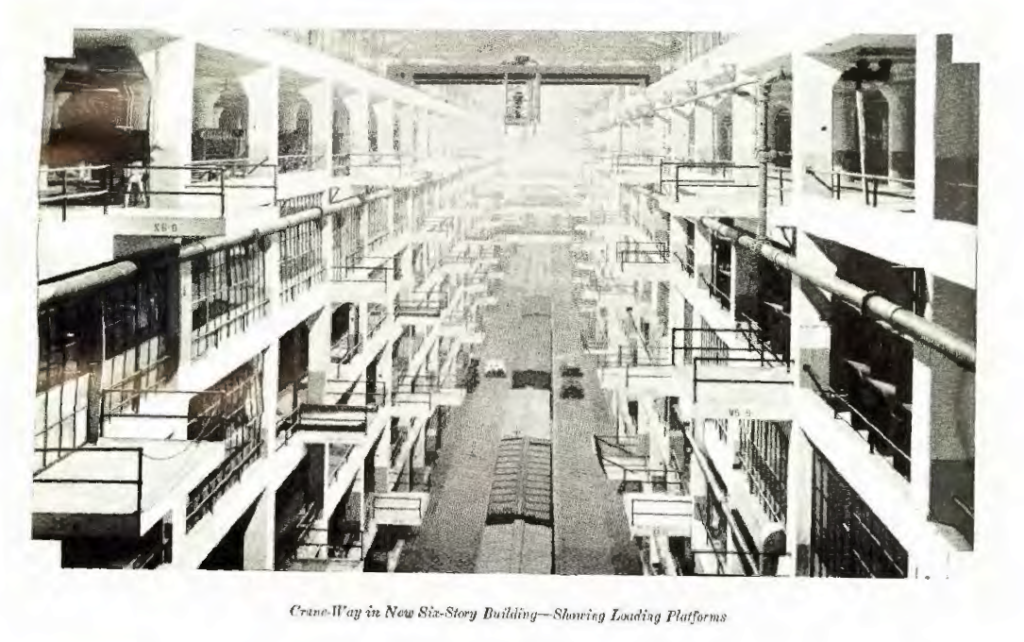
In the rear of the main plant are two six-story buildings each 60 feet wide by 845 feet long, built parallel to each other and connected by a crane-way 40 feet wide the full length and height of the buildings.
These buildings are of reinforced concrete, steel doors and sash being used throughout. Their erection increased the factory floor space by 687,600 square feet, and involved an expenditure of about $1,250,000, The boiler house, which furnishes the steam for heating the entire plant, is located in the rear of these buildings. The method of heating is worthy of particular interest, as the air is forced over coils of steam pipes located in pent houses on the roofs, and from this point is driven down into the various rooms through the hollow columns which support the floors. In the summer, cool washed air is forced down through these same columns, maintaining a normal, even temperature, compatible with the state of the weather.

Various unit assemblies, small machine departments, and store rooms are located here in addition to all the body work.
Practically the entire first floors are used as a Receiving department, where all the material consigned to the Company is checked and inspected. Railway tracks run the full length of both crane-ways, facilitating the unloading and loading of supplies and parts.
The Body department occupies the greatest amount of space, requiring, with the Upholstering department, most of the three upper floors. In addition to this work the construction of tops, curtains and radiators is carried on, and a large space is used for the storage of equipment and parts, such as lamps, horns, tires, etc. A part of the second floor is devoted to the storage and the shipping of parts to Branches and Agents.
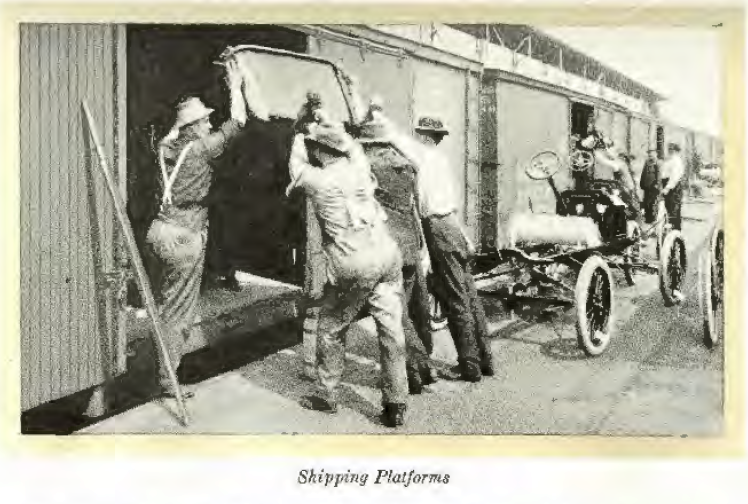
Having seen the body placed upon the chassis, the visitor passes along toward the north. In succession are the chutes on which the crates of fenders are sent down from the fourth floor of the main factory building to the shipping platform. Here is also a chain elevator, which raises the wheels out of the freight cars to a runway on which they travel by gravity to the third floor of the main factory. With this device it is possible for three or four men to unload about 6,000 wheels each day.
One passes the loading docks, where crews of six to eight men each, working as a unit, remove the bodies and wheels from the chassis, and load them into freight cars. So proficient are these loaders that a freight car is loaded in 20 minutes. Approximately 150 loaded freight cars are sent out every day. Besides these factory shipments there are more than 300 loaded freight cars in transit each day from our 28 branch factories. The bodies are shipped separate from the chassis, being stood on end in one half of the car and protected from dust by coverings.
The chassis are put in the other end of the car, the first one being carried in, minus the wheels, and placed in a diagonal position.
Brackets of cast iron, for holding the axle to the floor, are made in the foundry. The front axle rests on the floor, and the rear axle rests against the opposite wall near the top of the car. A block, with a hole which just fits the axle, holds it against the wall.
The next chassis is brought in and placed with its front axle opposite the first one. In this way the chassis alternate until the car is full. The space in the center of the car contains the fenders, and other removable parts of the equipment.
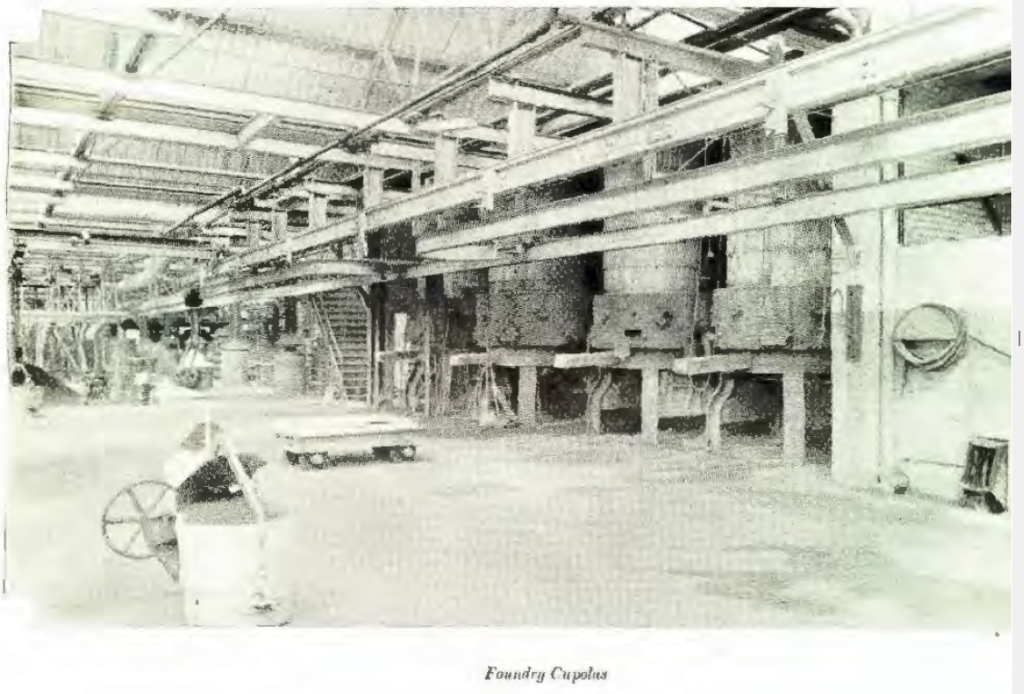
Just beyond the loading docks is the Foundry.
The Foundry is one of the most interesting divisions of the entire Ford Plant, and ranks, perhaps, as one of the most unique in the country, as far as practice and equipment are concerned. As a general rule foundry practice has not shown the changes in an increase of production that machine departments have, but in the Ford foundry, due to standardization of parts and specialization on the one car, it has been possible to devise and install the unique equipment now used, which brings this department down to the plane of expense and up in the labor-saving efficiency prevailing throughout the entire plant.
This department works 24 hours a day, in three shifts of 8 hours each; iron is being melted and poured continuously during the day and first night shifts. An average of over 400 tons of iron is poured daily, and 426 tons of gray iron have been poured in a single day. This tonnage is especially interesting, as it is produced on a floor space of only 36,324 square feet.
All this iron is poured on over-head power driven mould carriers, which travel about 12 feet per minute. These mould carriers have suspended from them pendulum-like arms, on the lower end of which is a shelf. The moulders who make the moulds for the castings are stationed alongside of these conveyors; the moulding sand with which they fill the flasks is stored over-head in a hopper, the gate of which discharges directly onto the moulding machine. There are two moulders for each part, one making the “drag,” or lower part of the mould, the other making the “cope,” or the upper half. When these two halves of the mould are finished they are put together, or “closed” on the shelf of the conveyor, which carries the finished mould to the man who pours the molten metal. The molten metal is brought to this man’s station by means of large ladles, suspended on a trolley on an I-beam track, running from the cupola through the entire length of the foundry. This does away with the necessity of carrying the ladle of iron a long distance, thus saving much time and lessening the liability to accidents.
While the mould is being poured it is in constant motion, and continues so from the pouring station to the end of the conveyor, where the casting is shaken out of the sand. The casting is thrown to one side to cool, the flasks are hung upon hooks on the arm of the conveyor, to be returned to the moulder, and the sand drops through a grating in the floor onto a belt conveyor; on this conveyor it is dropped out an elevator, raised overhead and cut,” or mixed with new sand, and passed on to another conveyor, which deposits it in the hoppers above referred to, ready for the moulder’s use. In all this journey the sand is never shoveled.



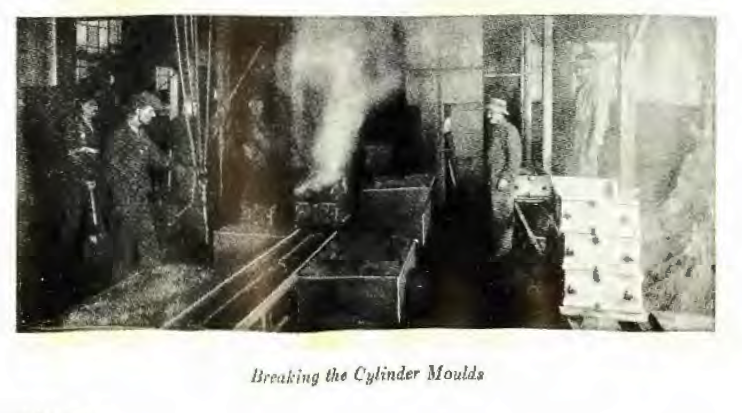
In casting cylinders, on account of their size and the care needed in setting the cores, a different style conveyor is used. The moulder, As soon as the castings have cooled sufficiently they are put into great horizontal cylinders, called tumblers. Small metal stars are placed in these tumblers with the castings, and when the tumbler is full it is started revolving. This shakes all the sand from the castings and they come out clean and bright. This process continues for some time, depending on the size of the castings. Near the tumblers are the grinding wheels, upon which are ground off the rough edges and the castings put into shape for the machine shop. They are sorted, inspected and counted before removing from the foundry.

Another interesting feature is the handling of sand in the core room. The sand is handled entirely in a gallery built above the room, equipped with storage bins and sand mixers. Over each core-maker’s bench is a hopper, connected with the floor of the gallery. When the sand is mixed it is dropped through holes in the floor into the hoppers, which deposit the sand on the bench convenient for the core-maker.
This core room contains perhaps the only endless chain core oven in this country in which are two endless chain conveyors. These have hanging upon them large sets of shelves, upon which the cores are placed for baking. It is impossible to over-bake or under-bake a core, as the rate of travel of the conveyor is fixed at a speed which leaves the core in the oven the correct length of time.
All the aluminum parts of the Ford car, as well as a large proportion of the brass, are also cast in this foundry.
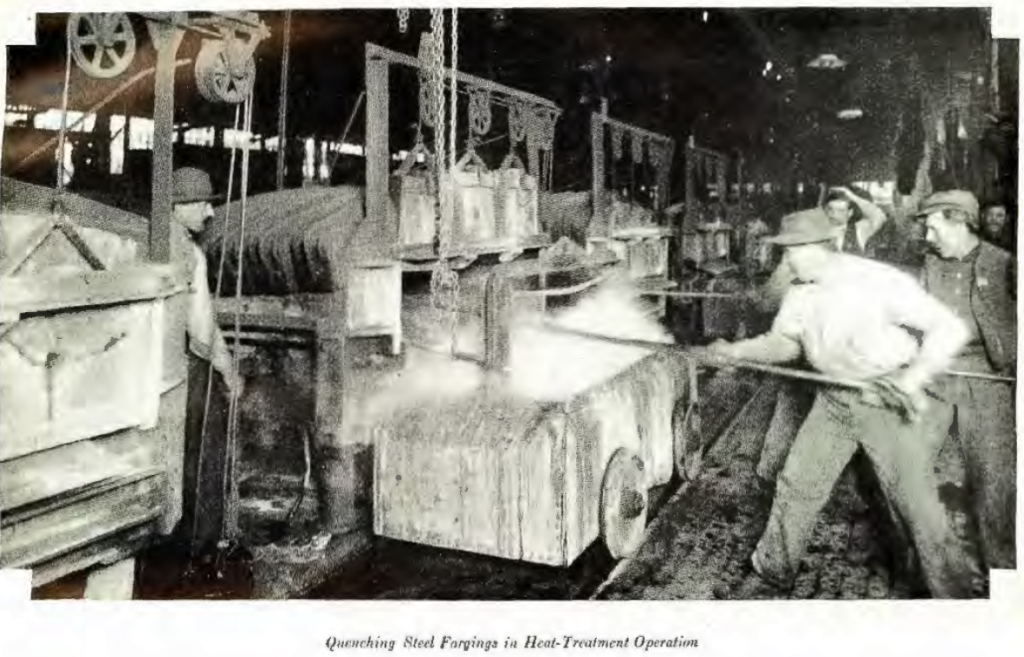
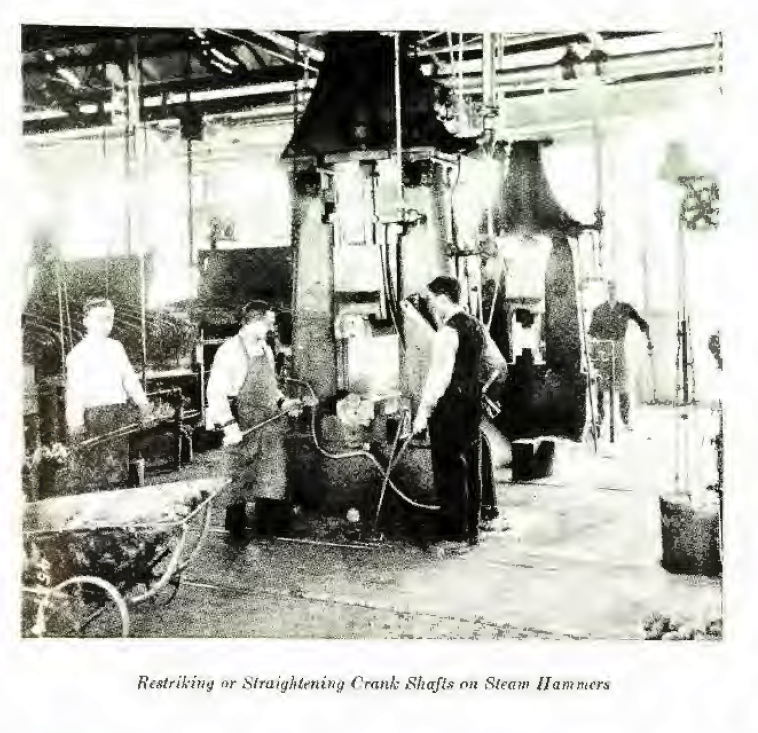
The Ford process of heat-treating steel forgings before they are machined is one of the most scientific and accurate features in the manufacture of the Ford car. The famous Ford Vanadium steel is used through- out the construction of the car. It has been found from long and deep experimental work by the Ford Engineers that the structural condition of steel may be changed by the application of heat, and with certain conditions ascertained, by bringing a piece of steel to a certain temperature, and then setting the molecular condition in the steel by sudden cooling, or quenching, that the steel of a crank shaft can be made to stand impact, that the steel of a front axle can be made a most efficient agent to withstand vibration.
Practically every forging in the Ford car is made of a special steel, for which a special formula of heat-treating has been worked out, in accordance with the work, or strain, the part must stand in the finished car.
It is by the use of this high grade, scientifically heat-treated Ford Vanadium steel that it is possible for the Company to manufacture a light weight car, which has the ability to stand up under severe usage, and to sell at the low price at which it is sold today.
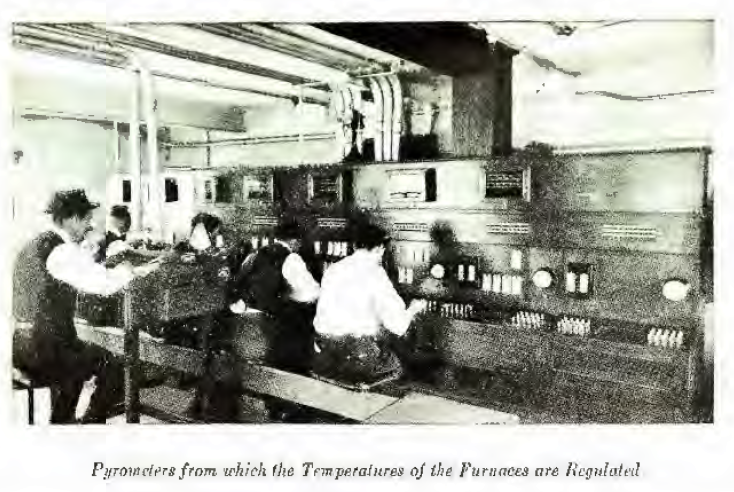
The Heat-Treating department contains about 75 large furnaces, which consume from 5,000 to 6,000 gallons of fuel oil per day. It is into these furnaces that the various forgings are placed for heat-treating. In each one is introduced a pyrometer, connected electrically with a switchboard located in a separate building. This switchboard is very similar to those used in telephone exchanges. The operator takes the temperature reading of every furnace on his board about every minute. The furnace foreman is notified by the operator as to the temperature by in cans of small colored electric lights, located above the furnace. The lighting of all the colors at the same time is the signal to pull the heat, or in other words, extinguish the fires and empty the furnace. After the required heat has been reached, the forgings are allowed to either cool in the air, be covered with pulverized inica, or quenched in a special solution, as the case may require.
In this department are also located many grinding wheels and tum- bling barrels, similar to those used in the foundry, so that the various forgings may be put in first-class condition before they are laid down in the machine shop.
The operations in the manufacture of the crank case, or engine pan. of the Ford motor is of interest for several reasons, and the visitor has the opportunity of viewing these processes.
The crank case in itself is interesting because it is made from drawn sheet steel, instead of cast aluminum, as was once thought necessary. The presses on which these crank cases are drawn are especially worthy of note, for they weigh about 50 tons each, and exert a downward
The presses on which these crank cases are drawn are especially worthy of note, for they weigh about 50 tons each, and exert a downward pressure of about 900 tons. It is necessary that this drawing be made in four operations; the first and second are particularly interesting, on account of their depths, which are 5 and 9% inches, respectively. After each drawing operation it has been found necessary that the case he annealed, to restore the strained or calloused surface produced at certain points by contact with the dies, to a soft ductile condition, to conform to the balance of the case, or in other words, to produce a homogeneous condition of the surface.

This annealing is accomplished by a furnace through which the cases are moved by a chain conveyor onto an elevator which raises them up through the roof, and down again, depositing them near the press, which is to perform the next drawing operation. While moving on this elevator the cases are cooled so that they can be handled as soon as they are lowered.
After the drawing operations have been completed, the case is trimmed; the side arms, front end supports, radius rod support, are riveted and brazed to it, making a case as strong and solid, and yet as light, as it is possible to make.
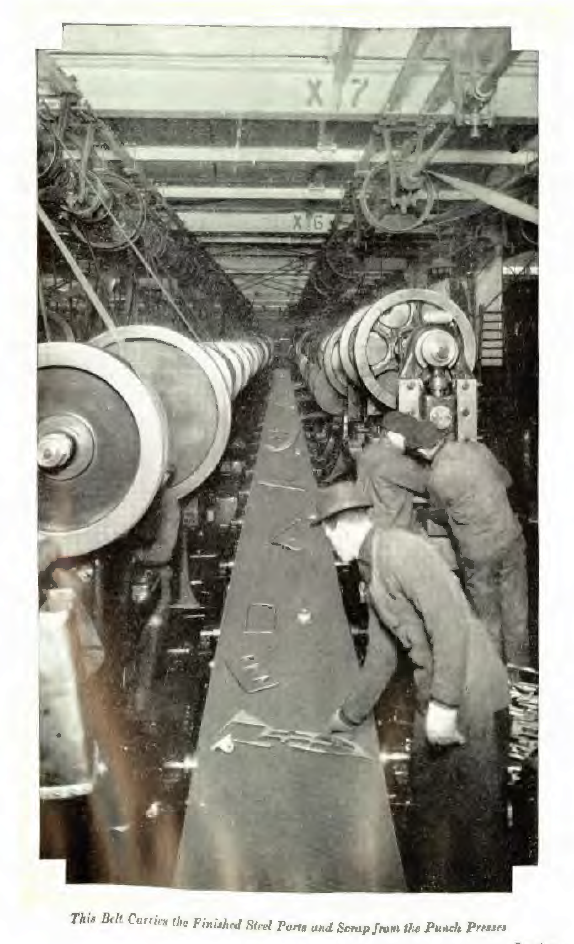
Near these crank case presses are located several hundred punch and drawing presses of various sizes. These presses blank out and draw from sheet steel of special analysis, a large number of parts (which in ordinary practice are made from castings or forgings), carrying the same strength, but also very much lighter in weight.
The interesting feature of this department is the arrangement of the presses, which enables all finished parts, as well as the scrap steel, to be deposited upon a traveling belt conveyor, at the end of which are stationed men who sort the various parts, and place them in proper receptacles. By this arrangement it is possible to place the presses closer together than could be done if it were necessary to leave aisles large enough for trucking the material to and from the presses, effecting a great saving in floor space.
The visitor has now had the opportunity of viewing all the more important operations in the manufacture of Ford Motor Cars.
While the Company has specialized in methods, material and machinery, and a single model of car, it is also, through its Educational Department and the Ford Profit-Sharing Plan, specializing in MEN.
Education and Profit Sharing
On January 19th, 1914, the Ford Motor Company made the starting
announcement that during the ensuing year it would share $10,000,000 of its profits with employees. The idea Mr. Ford had in mind was to help the men to a “LIFE,”-not a mere “LIVING.”
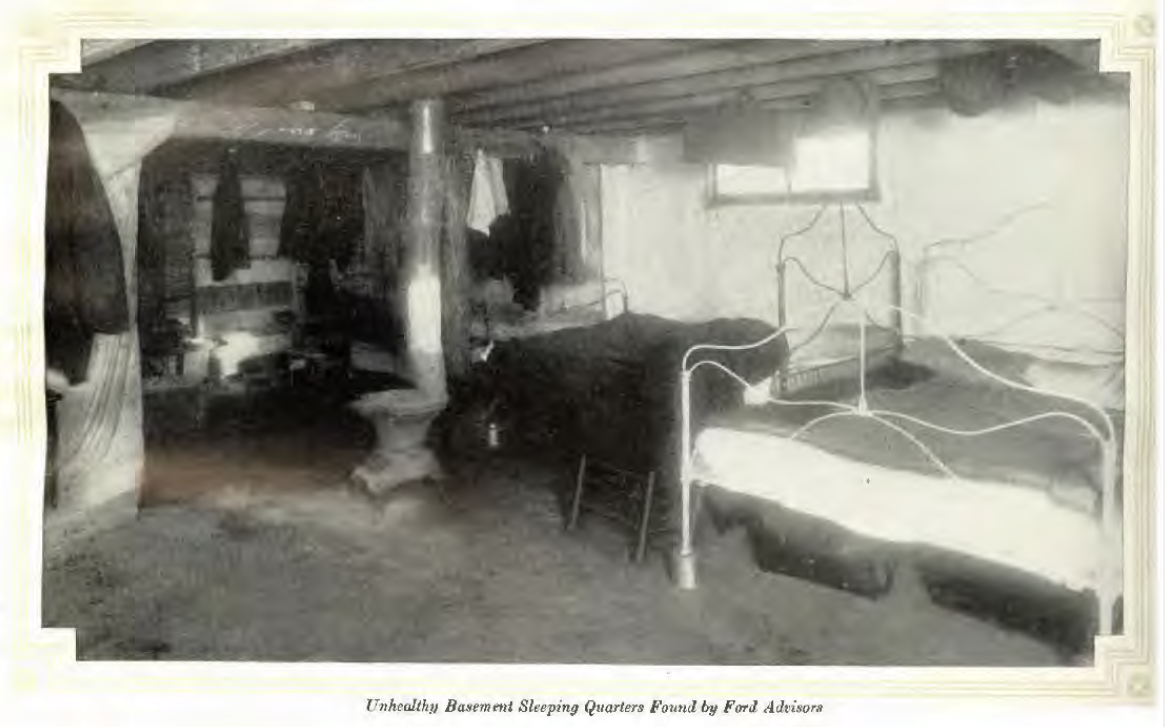
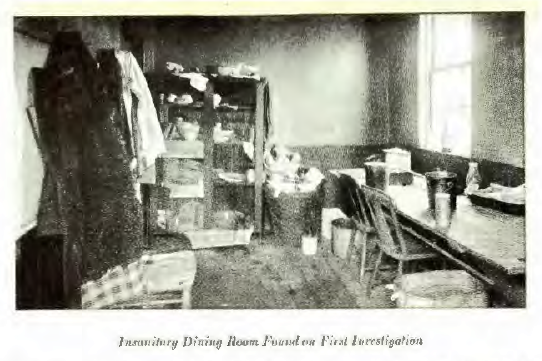
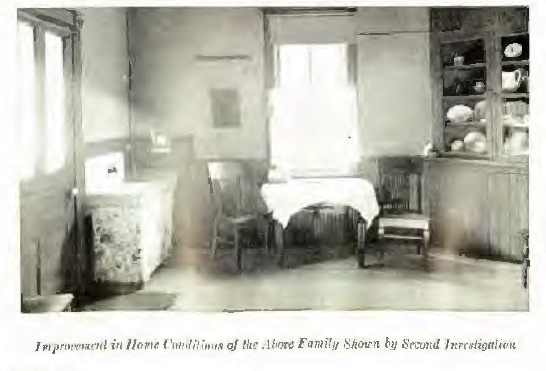
When the Profit-Sharing Plan was put into operation, an investigation was made by the Company into the efficiency, moral standing and living conditions of every employee in the entire plant.
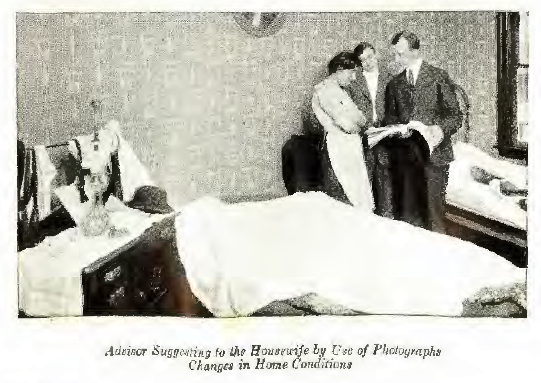
At the outset a corps of about 200 men (and this force was purposely made large at the beginning, so that the best qualified for the work might ultimately be selected), picked for their peculiar fitness as judges of human nature men who had made a success of running their departments was organized and put to work gathering facts and figures with reference to every employee of the Company. They consulted every available source of information-churches, fraternal organizations, the Government, family Bibles, passports-everything that would give the truth about the men was scrutinized. They also gave advice to the employees as to their living conditions, and the method of handling their money.
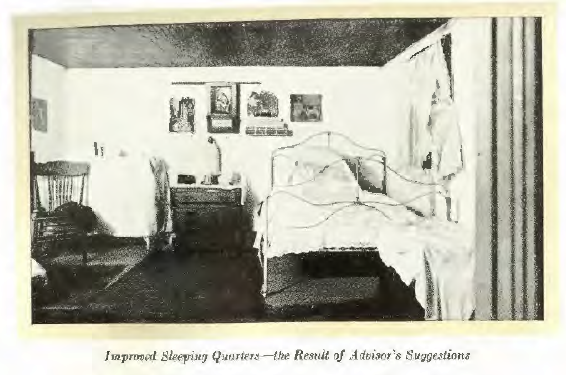
No man was urged to change his mode of living if he did not willingly so elect. The work of the Advisor is not to pry into family affairs from a meddlesome standpoint, but rather to know the men, and to help those who are the kind that desire to seize opportunities, but for various reasons are unschooled and unskilled in being able to seize the best opportunities when they present themselves.
We find that there is only a small percentage of our men that need such help and constant reminding, for just as soon as a man understands our work, and the life worth while, he needs no help.
Some “doubting Thomases” have thought this share of profits is given with “a string tied to it: that the employee must deposit his money in certain banks; that he must own a home; and that the Investigators compel the employees to do certain things.
The Ford Motor Company has nothing to sell, except its manufactured products and would not influence its employees, nor allow its Advisors to influence any employee to spend his money in any way whatsoever. The employees are at liberty to place their money in any banks they choose. For the best interests of the men, however, the Company does suggest, simply, that their savings be placed in a State or National Bank, because they will be safest there. Or, to prepare for a rainy day, that the money be invested in a home or good property.
As a matter of fact, there is not one solitary thing that an employee “MUST DO” or “MUST HAVE” to entitle him to share in the profits. Manhood and thrift are the only requisites. A share of the profits is given to every employee who is married, living with and taking good care of his family; to every single man, more than 22 years of age, who has proved to be thrifty and of good habits, and to every man less than 99 years old, also to each woman, who is the sole support of next of kin or blood relation.
The share of profits that each employee receives is distinct from his wages. Throughout the Plan, the design is to give to the man who is getting the lost wages the largest share of profits. This can readily be seen from the wages, share of profits, and total daily income:
The above schedule does not refer to foremen and office employees, who are taken care of by a somewhat different arrangement.
Simultaneous with the installation of the Profit-Sharing Plan the working day was cut from 9 to 8 hours duration; where it is necessary to work more than 8 hours. extra shifts are put on.
A great many instances of economic benefit to the Company, as a result of the inauguration of the Profit-Sharing Plan, showing the appreciation of the men, have developed, entirely as a surprise to the Company.
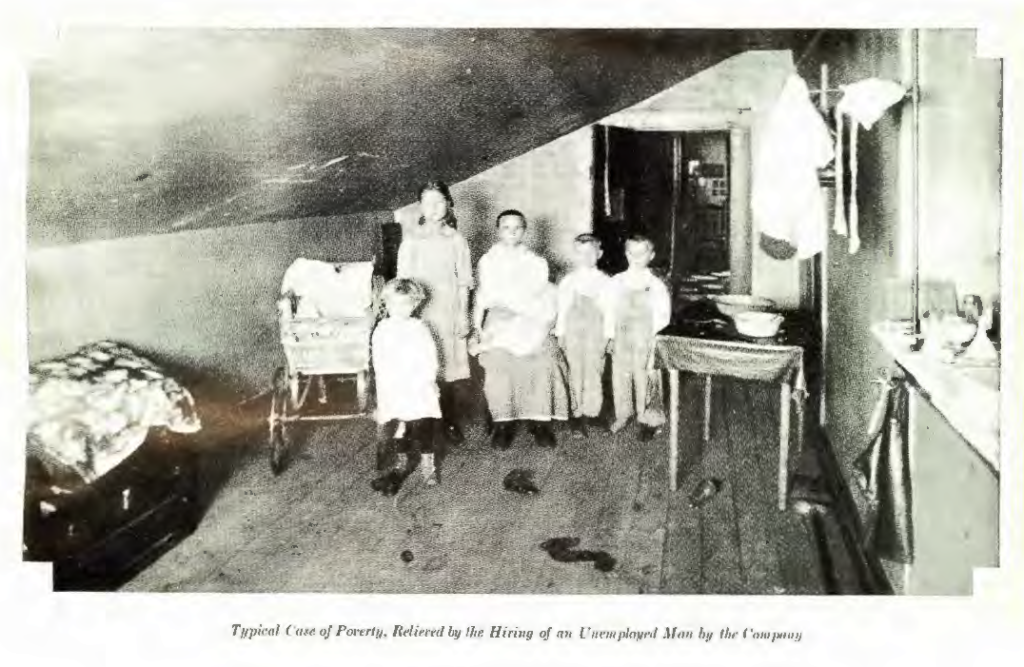
For instance, immediately after the Plan became effective, there was a voluntary increase of from 15% to 20% in the production. A better

the father was given employment in the factory, and a sum of money was given to the Advisor, with which he was to remove the family to better quarters, and make them comfortable. The money was not deducted from the father’s wages. Furthermore, for a couple of weeks the father was permitted to draw his wages each day, until the necessary articles of clothing and food could be procured. There is another phase to this work that is very interesting, which arises from Mr. Ford’s firm conviction that the Company can take men out of any Penitentiary and by employment in the factory, make self-respecting, law-abiding citizens of them. There are, at the present tine, a number of such men, as well as a number of paroled men, working in the shops, all of whom are making good, and bear excellent records, which proves conclusively that if a man is treated in man fashion, given the practical recognition in human equality: given equal opportunity and all around freedom in initiative and living-the “square deal” he will respond like a man.
Taking into consideration the results of the Profit-Sharing Plan from its many angles, the raising of the standard of manhood, as well as the standard of home life, we feel very much gratified that the Plan has proved such a success.
One phase of the work of the Company’s Legal Department, in connection with the Profit-Sharing Plan, is to give the workmen advice that they may be able to help themselves. This department will act as advisor to any employee, pointing out the right way for any employee who needs legal advice, but never dictating to him. This line of work embraces the inspection of contracts, appraising property values, and the examination of titles to property. This advice is given gladly, and without charge, and judging from the number of bad contracts that unscrupulous people have been caught trying to force on our employees the work is bearing fruit.
Ford English School
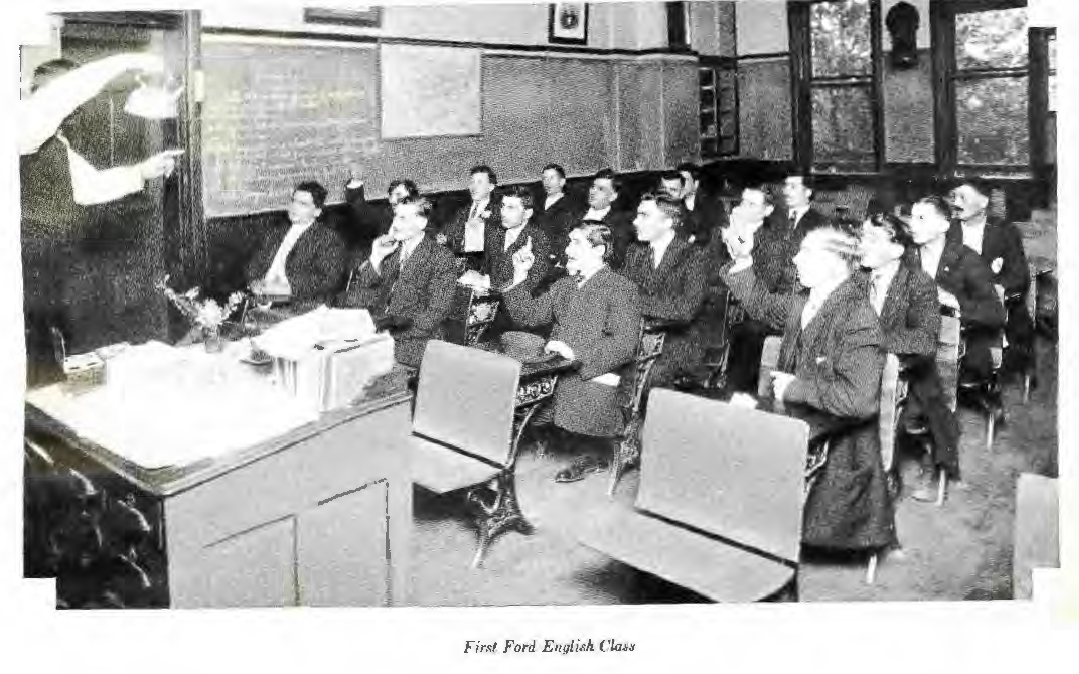
When the work of the Advisors was started, a serious problems presented itself. It was found that a large percentage of the employees in the factory could not speak the English language, which necessitated the employment of a large number of interpreters to work with the Advisors.
It had been ascertained that it is almost essential that a workman have a knowledge of English, from a “Safety-First standpoint, so that he be able to understand the explanations of safety devices in the factory, as well as to thoroughly understand the requirements of his work. This knowledge also helps to make better citizens, and protects them against the many pitfalls which lurk in the path of the unwary foreigner.
To remedy these conditions the Ford English School was organized. That the men appreciate what is being done for them is clearly shown by the number of letters received from employees, which are sent with- out solicitation, and express, in good English, the sincere obligation they feel toward the work, which is enabling them to enjoy the advantages and comforts previously unknown to them. After careful investigation into the methods of teaching, the cumulative, dramatic system was adopted. This plan is very similar to the well-known Berlitz system, the early lessons of which are particularly adapted to home study, and teaching in the Ford shops. Following is given the first lesson under this plan:

ENGLISH FOR FORD MEN LESSON NO. 1
Going to the Public Library:
- I finish my supper at 6 o’clock P. M.
- I get up from the table.
- I look out doors.
- It is raining
- I go into the cloak room.
- I get my overcoat, rubbers and umbrella.
- I clean my overcoat with a hand broom.
- I put the rubbers on my feet I put my overcoat on.
- I put my overcoat on
- I button my overcoat tightly about my neck.
- I brush my hat
- I put on my gloves
- I take my Umbrella
- I open the door
- I say “Goodnight’ to my family
- I go to the public Library
- Fact-There are many good books in the Public Library.
In using these lessons the teacher reads the verbs, having the class repeat them after him until they are fixed in their minds. After this the teacher reads the sentence, the class repeating it after him. So that the thought to be conveyed can be clearly understood, in reading this sentence the teacher goes through the motions of the thought conveyed, or has the object referred to in his hands. As an example, in the seventh sentence of this lesson the teacher will have a band broom in his hand, and goes through the action of using it. This pantomime interpretation of the lessons thoroughly instills in the student’s mind the practical illustrations of the verb, or name of the article in the lesson.
When the school was organized there was a single instructor, and only a score or so of students. Today there are more than 150 instructors, and over 2,500 students. The instructors are all employees in the factory. composed of foremen, machine operators, clerks, and plain workmen. who voluntarily give their time to this commendable work.
Many types come before the instructors. There is the type which has a good education in his native tongue, but knows no English; and the type that has a fair education in the mother tongue, and knows a low disconnected English words, usually slang. Then there is the group which possesses little, if any, education, either native or English. The first annul second classes progress rather rapidly, some of the men being able to read. write and speak English with a fair degree of correctness at the end of three months, though the average time for completing the course is six months. One class, set aside by itself, is very slow, completing but ten lessons in ten months.
Interesting Figures
The Ford Motor Company was organized June 16, 1903. The history of the greatest automobile production is given below, recording one of the most phenomenal industrial developments in the world’s history.
- In 1908-4, to Sept. 3), there were made and sold……….…..1,708 Ford cars:
- In 1905 the Company built and sold…………………………….. 1,093 Ford cars;
- In 1901, there were made and sold a total of……………..…. 1,599 Ford cars;
- In 1907, the total of cars made and sold was…………………. 8,423 Ford cars;
- In 1908, the production and sales reached…………………… 6.398 Ford cars
- In 1909, the phenomenal growth began with………………….. 10,607 Ford cars;
- In 1910, the production jumped to a total of………………….. 18,004 Ford cars
- In 1911, there were made and sold a total of………………… 34,628 Ford cars;
- In 1912, production more than doubled, with…………………78,440 Ford cars
- In 1918, a new high water mark was reached with……….… 168,220 Ford cars:
- 1914 saw an even greater triumph achieved by………………. 248,807 Ford cars;
- While 1915 crowned all efforts with a total of………………… .308,213 Ford cars.
- The minimum production planned for this year ………………500,000 Ford cars.
(Aug. 1, 1915, to Aug. 1, 1916) - The million mark was passed October 1, 1915, and on August 1, 1916, there will be nearly 1,500,000 Ford cars in service.
The following condensed data is based on a production of 308,213 cars.
In the production of 500,000 cars to be accomplished in 1916, the various materials entering into their construction and the facilities required for their handling will be increased proportionately, or two- thirds, over the figures given below.
- – 56,218 freight cars were needed to handle material and product.
- – A loaded 50-car train left the yards every three hours.
- – Two carloads of spark plugs were used every month.
- – 125,500 tons of steel were needed in the cars.
- – 7,480,470 pounds of hair were used in the cushions.
- – 34,633,500 square feet of rubber cloth material in the tops.
- – 1,232,852 each of wheels and tires.
- – 1,541,05 lamps.
- – 2,061,120 feet of Vanadium steel shafting and axles.
- – 1,251,360 feet of exhaust pipe.
- – 1,725,000 square feet of plate glass in windshields.
- – 6,000,000 pounds of brass in Ford radiators.
- – 30,000,000 feet of copper tubing in these radiators.
- – 1,200,000 pounds of steel in Ford magnetos.
- – 10,625 miles of wiring used in magnetos.
- – 1,307,700 pounds of solder entered into Ford ears.
- – 2,682,000 square feet galvanized metal in gasoline tanks
- – 45,000 horse power developed by new engines and generators.
- – 22 tons of coal per hour required for power.
- – 29,512,000 cubic feet of gas used by engines each day.
- – 14 miles of conveyor tracks make rapid assembly possible.
- – 3125 gallons of machine oil for lubrication, each hour.
- – 1,500 gallons of fuel oil used hourly, for heat-treating.
- – Average number of persons engaged in making and selling Ford cars throughout the world in 1916 totaled about 35,000.
FORD MOTOR BAND
The Company maintains a Band of 55 pieces, which was organized in the fall of 1910. All the members of the band, including the Director, are employees of the Company. It is very interesting to note the large number of vocations represented in this organization, as by far the largest percentage of the members is employed in the shops, as machine operators, bench men, factory clerks, tool makers, pattern makers and foremen.
The Company, each year, arranges a series of concerts and provides an auditorium, so that the entire Ford organization may have the privilege and pleasure of hearing high class and light music at no cost to themselves, as all expense of maintaining the band is borne by the Company. The program for these concerts is so arranged by the Director as to please the lovers of high class, as well as those of the lighter and more popular music.
The members of this organization are from 15 different nationalities, part of whom have come from some of the most prominent musical organizations of this country and Europe.
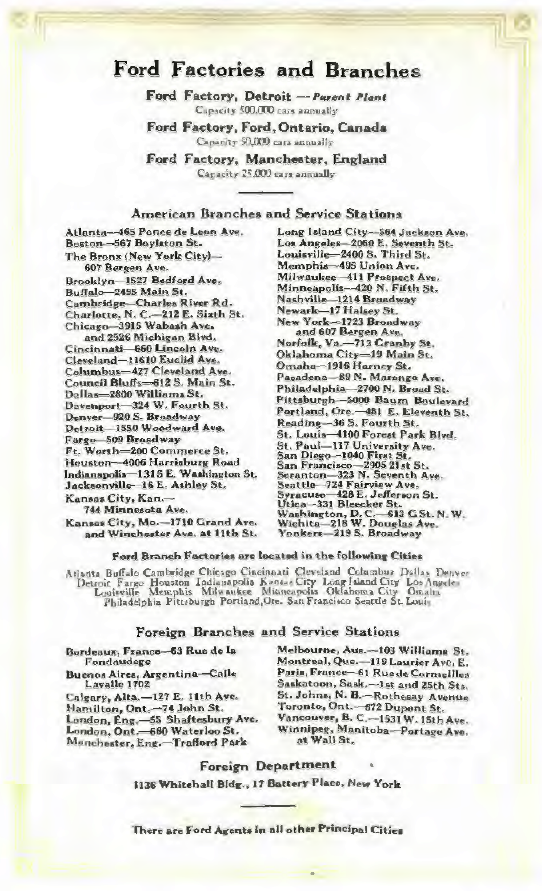
FORD BRANCHES & BRANCH FACTORIES
The production of 500,000 finished Ford cars between August 1, 1915, and August 1, 1916, will mark a record, and in point of numbers is more than the output of all other companies combined, for the same period. This great output would be impossible were it not for the Ford branch factories and branch houses, fifty-one in number, located in the principal cities of the United States. To these branch factories are shipped parts for Ford cars in carload lots, and the cars are assembled at the different plants and supplied direct to dealers in the surrounding territory. While the factory at Detroit is able to average 1,200 cars per day of eight hours, the assistance of the branch factories makes possible the attainment of a daily average of approximately 2,500 cars.
Where the Ford branch factories and branches are located, they are a distinct addition to the red blood of the industrial life of the community, for they employ from 200 to 700 workmen each, at the best wages. A large portion of the employees in the outside plants are profit-sharers. The Ford branches, too, occupy an important place in the commercial life of the cities, for through them millions of dollars’ worth of business is transacted yearly. It is estimated that the value of buildings alone, for branches and assembling plants, is in excess of $13,000,000.
All this intricate organization and investment of funds is designed to accomplish two objects. First, the system makes it possible to ship parts from the main factory to definite points for assembly, obtaining a more rapid and more economic distribution. Second, the location of the assembling plants aids in giving prompt, reliable and economical service to Ford owners, besides very greatly reducing the freight costs for delivery of cars, etc. The strategic location of the assembling plants makes for a handy distribution of parts and supplies, and there are no vexatious delays for the owner of a Ford car while a part is forwarded from the home factory.
In addition to the twenty-eight branch factories and fifty-one branch houses in the United States, there are fourteen branch houses in foreign countries. These are important, for the Ford car is “universal” in use and distribution, and “Service First” is as important in South America, or Australia, or Europe, as in America.
Some idea of the lengths to which the Company has gone in providing adequate service for Ford owners may be gained from the knowledge that the value of supplies and accessories in the hands of Ford branch factories, branches and agents in the United States alone aggregate more than $12,000,000. This is more than many automobile companies have invested in their entire business.
Illustrations in miniature follow, showing twenty-eight of the Ford branch factories, with the names of the cities where located, and two sales and service branches, St. Paul and Washington-giving a most practical vision of the magnitude of the business of the Ford Motor Company.